
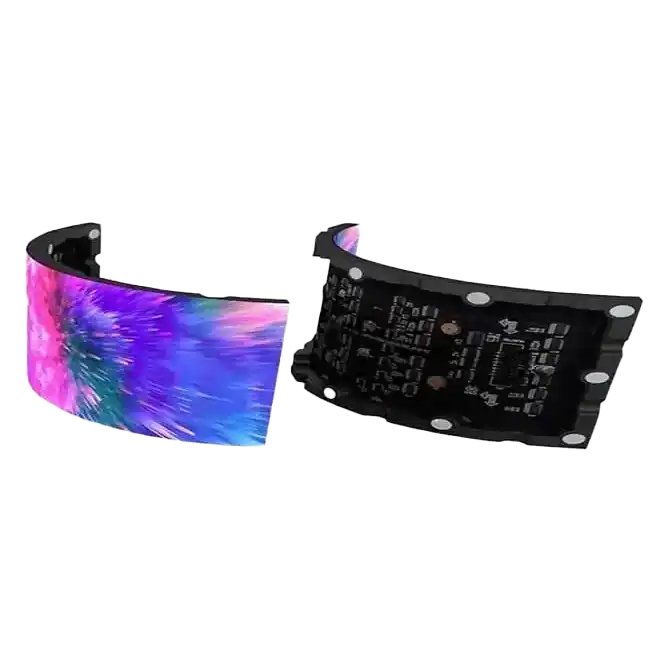
ModerneÉcrans d'affichage LEDS'appuient sur l'électroluminescence des semi-conducteurs, où les puces InGaN/GaN émettent une lumière bleue (450 nm) convertie en blanc par un revêtement phosphorescent. Les écrans haut de gamme offrent des niveaux de gris 16 bits, une fréquence de rafraîchissement de 3 840 Hz et une luminosité de 5 000 nits pour les applications extérieures.
Taper: Puces bleues InGaN (boîtiers 2835/1010)
Caractéristiques:
Longueur d'onde : 450 ± 2 nm
Tension directe : 2,8-3,4 V à 20 mA
Efficacité lumineuse : ≥ 180 lm/W
| Matériel | Propriétés | Application |
|---|---|---|
| Résine époxy | Indice de réfraction 1,53, ΔYI <2 | LAMPE LED |
| Silicone | Transmission 95 %, CTE 250 ppm | LED CMS/Mini |
| CEM | Sans halogène, TG 150℃ | Affichages automobiles |
PCB en aluminium: Conductivité thermique ≥ 2,2 W/m·K, épaisseur de Cu 35 ± 5 μm
PCB en céramique: Substrats AlN (24 W/m·K) pour matrices LED haute puissance
Adhésif: Époxy argenté (teneur en Ag 80 %)
Durcissement: 150℃/1h, épaisseur de la ligne de liaison 25±5μm
Précision: Erreur de placement ≤±15μm
Fil: 99,99 % Au, diamètre 1,0 mil
Paramètres: Puissance ultrasonique 50W, force 30g, temps de cycle 0,3s
Processus:Empotage sous vide (≤1kPa, dégazage 30min)
Durcissement: 135℃/4h, diamètre des bulles ≤30μm
Formation de broches:Coupe par cisaillement tolérance ±0,1 mm
Binning: Longueur d'onde ± 2 nm, intensité lumineuse ± 5 %
Pochoir: Acier inoxydable découpé au laser, épaisseur 0,12 mm
Souder:Alliage SAC305, volume 80-120 μm (surveillé par SPI)
Machine:Pick-and-place à grande vitesse (30 000 CPH)
Précision: ±0,03 mm (X/Y), ±0,5° (θ)
Profil:
Préchauffage : 1-2℃/s à 150℃
Pic : 245℃ (60 s au-dessus de 217℃)
Atmosphère: Azote (O₂ < 1 000 ppm)
Moulage: Processus de transfert à 8-12 MPa, 150 ℃/180 s
Découpe laser: Laser UV 355 nm, puissance 5 W, vitesse 100 mm/s
Décollage laser (LLO):
Taux de transfert : 99,99 % (R&D), 99,9 % (production)
Précision : placement ±1,5 μm
Densité de pixels: 100-200 PPI
Encapsulation:Remplissage époxy noir (ΔE <1,5)
AEC-Q102:Fonctionnement de -40℃ à 125℃, 85℃/85%RH/1 000 h
Essai de vibration: Choc de 50 G (méthode MIL-STD-883 2002)
Zone d'intérêt: Détection de défauts ≥ 99,9 % (ponts de soudure, pièces manquantes)
Radiographie: Vides < 15 % dans les joints de soudure
| Test | Conditions | Exigences |
|---|---|---|
| Cyclisme thermique | -40℃ ↔85℃, 1 000 cycles | Maintien de la lumière ≥ 97 % |
| brouillard salin | 5% NaCl, 96h | Zone de corrosion ≤ 3 % |
| HAST | 130℃/85% HR, 96h | ET ≥100MΩ |
Sphère intégratrice: Tolérance CCT ±150K, IRC ≥80
Angle de vision: ≥140° horizontal/vertical, baisse de luminosité ≤50 %
Niveau MSL:Niveau 3 (durée de vie du sol de 72 heures à 30 °C/60 % HR)
Emballage sec: <10% HR avec dessiccant
ISTA 3A:Survit à des chutes de 1,2 m et à des impacts de 50 G
Sécurité: UL/cUL, CE, CCC
Environnement: RoHS 2.0, REACH SVHC < 0,1 %
Recommandations à chaud
Produits phares



Obtenez un devis gratuit instantanément !
Parlez à notre équipe de vente maintenant.
Si vous êtes intéressé par nos produits, veuillez nous contacter rapidement
Contactez notre équipe commerciale pour explorer des solutions personnalisées qui répondent parfaitement aux besoins de votre entreprise et répondre à toutes vos questions.
Adresse email:info@reissopto.comAdresse de l'usine :Bâtiment 6, parc industriel d'écrans plats Huike, n° 1, Gongye 2nd Road, quartier Shiyan Shilong, district de Bao'an, ville de Shenzhen, Chine
WhatsApp:+86177 4857 4559